Index
Calibration method.
https://telegra.ph/Metal-Foil-Resistors-2-08-07
Kelvin bridge.
https://telegra.ph/Metal-Foil-Resistors-Kelvin-bridge-3-08-10
Problem associated with glue and metal foil.
https://telegra.ph/Problem-associated-with-glue-and-metal-foil-07-31
Preface.
Bulk Metal Foil technology outperforms all other resistor technologies available today for applications that require precision and stability. Bulk sheet metal products are offered in a variety of strength configurations and package types to meet the needs of a wide range of applications. Manufactured bulk sheet metal products offer an absolute temperature coefficient of resistance (TCR) of ±0.2 ppm/°C (–55°C to +125°C, +25°C ref), an order magnitude better than previous foil technologies.
https://www.mouser.mx/new/vishay-precision-group/vishay-precision-z201-resistors/
The lower the absolute TCR, the better a resistor can maintain its precise value despite ambient temperature variations and self-heating when power is applied. A specific foil alloy with known and controllable properties (Ni/Cr with additives) is cemented to a special ceramic substrate, resulting in a thermomechanical balance of forces. A resistive pattern is then photographed on the sheet. This process uniquely combines the important features of low TCR, long-term stability, non-inductance, ESD insensitivity, low capacitance, fast thermal stabilization, and low noise in a single resistor technology. To acquire a precision resistance value, the Bulk Metal Foil chip is trimmed by selectively removing the built-in «shorting bars». To increase resistance in known increments, selected areas are cut, resulting in progressively smaller resistance increases. In the flat sheet, the parallel pattern element design reduces inductance, the maximum total inductance of the resistor is 0.08 μH. The capacitance is 0.5 pF maximum. A 1 kΩ resistor has a rise time of less than 1 ns up to 100 MHz. The rise time depends on the value of the resistor, but the higher and lower values are only slightly slower than the mid-range values. . The absence of ringing is especially important in high-speed switching, such as signal conversion. The DC resistance of a 1 kΩ bulk metal foil resistor compared to its AC resistance at 100 MHz can be expressed as: AC resistance / DC resistance = 1.001. Foil techniques produce a combination of highly desirable and previously unattainable strength specifications. By taking advantage of the overall stability and reliability of VFR resistors, designers can significantly reduce circuit errors and greatly improve overall circuit performance.
Despite all the benefits mentioned above, it is an expensive component that requires extreme care during installation in systems and especially in those where repair is impossible, such as an aerospace system.
Until the time of its installation, very special reviews must be used, such as the technique called Component Linearity Test Equipment, called CLT,
NONLINEARITY MEASUREMENTS USING ALTERNATING CURRENT
COMPONENT LINEARITY TEST IMPROVES RELIABILITY SCREENING THROUGH MEASUREMENT OF THIRD HARMONIC INDEX, Arne Salomon, Tony Troianello, 1973
In 1960, Felix Zandman and Sidney J. Stein , A NEW PRECISION FILM RESISTOR EXHIBITING BULK PROPERTIES Felix Zandman , Sidney J. Stein,
https://ieeexplore.ieee.org/abstract/document/1135008
published a document with the development of the metal foil resistor. In their document they highlight design concepts, such as the use of an alloy film thick enough to have «bulk properties», they do not describe this last point, special preparation of alloys to produce a low temperature coefficient of resistance, control careful of crystal structure, metal deformation and substrate characteristics. In addition, they comment on the deposition techniques, the term deposition is described but they do not define it, it does not describe how the metal foil is carried to the substrate. Stabilization treatments and all other factors whose changes may give rise to subsequent strength and the use of alloys and substrates in a way that limits and controls thermal and mechanical stresses, either during manufacture or use.
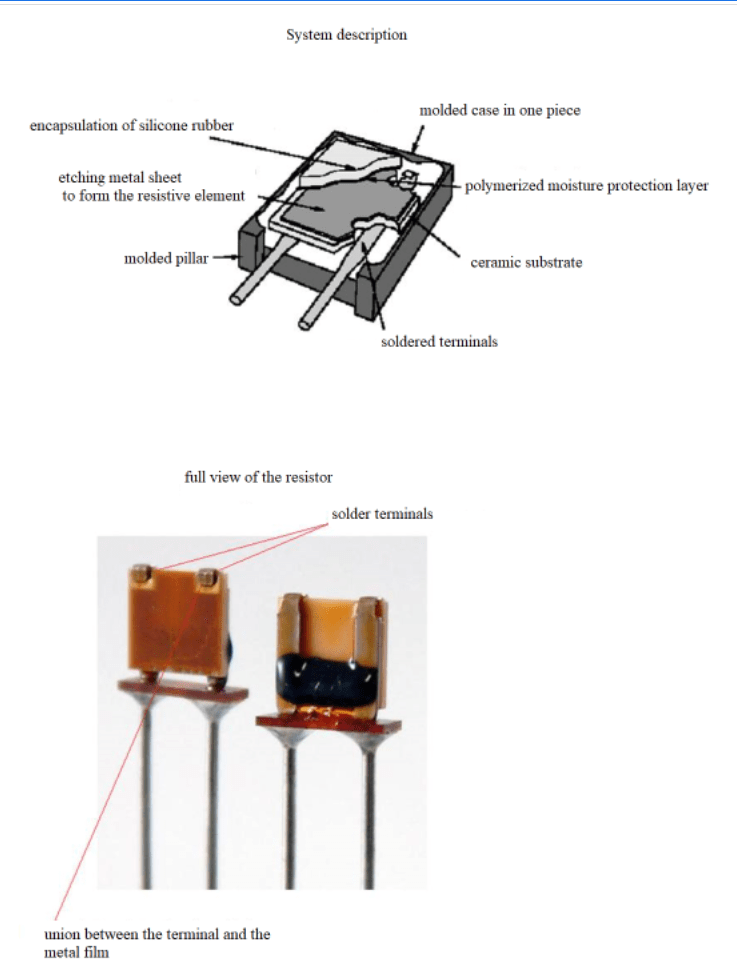
The following illustration represents the metal foil resistor, of a certain type that they call S-102,
https://en.wikipedia.org/wiki/Resistor#Foil_resistor
The primary resistance element of a foil resistor is a chromium nickel alloy foil several micrometers thick.
The micrometer is a unit of length of the International System of Units (SI) 1 worth one millionth of a meter and having the symbol μm.
The micrometer has long been called » micron «, symbol µ.
The micrometer is a sub-multiple of the meter , which is one millionth of a meter, or one thousandth of a millimeter :
1 μm = 10 −6 m = 0.000001 m
i.e. 1 μm = 10 −3 mm = 0.001 mm
Chromium-nickel alloys are characterized by having a high electrical resistance (about 58 times that of copper), a small temperature coefficient and high resistance to oxidation. Examples are Chromel A and Nichrome V, whose typical composition is 80 Ni and 20 Cr, with a melting point of 1420 °C. When iron is added, the nickel-chromium alloy becomes more ductile. Nichrome and Chromel C are examples of an alloy that contains iron. The typical composition of Nichrome is 60 Ni, 12 Cr, 26 Fe, 2 Mn and Chromel C, 64 Ni, 11 Cr, 25 Fe. The melting temperature of these alloys is 1350 °C and 1390 °C, respectively.
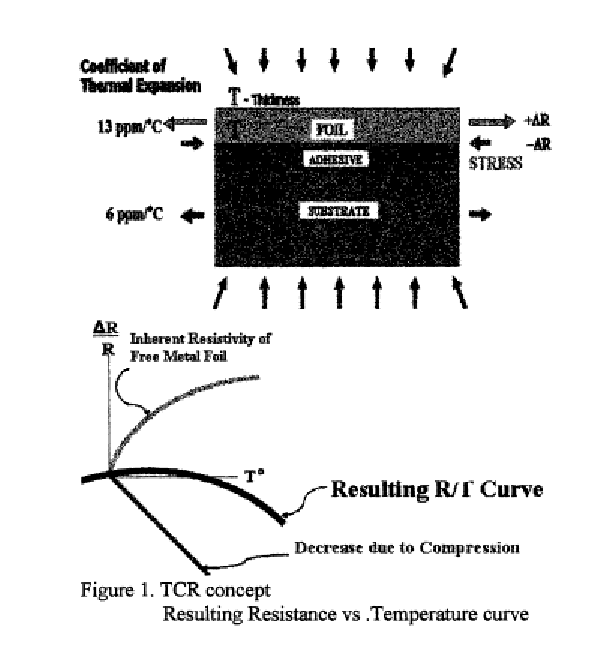
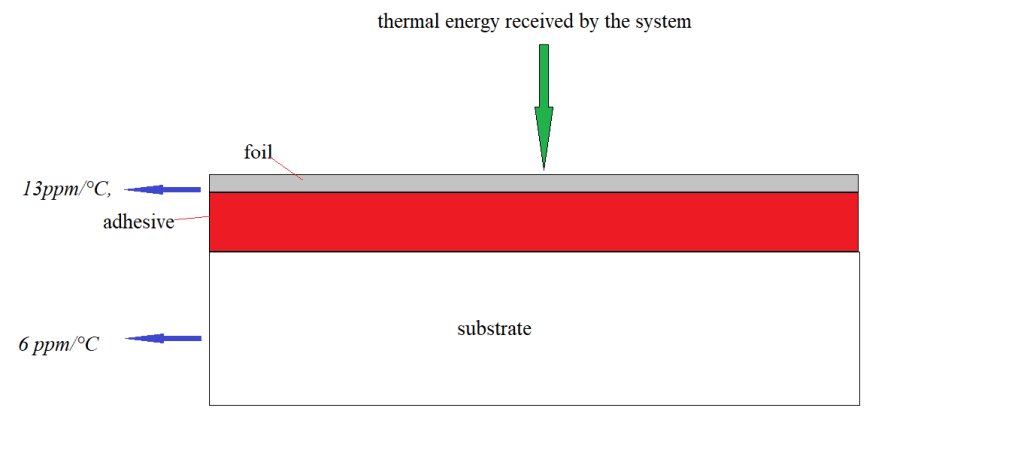
The TCR principle, Temperature Coefficient of Resistance, is as follows: the resistance of the sheet in its free state, before being cemented to the ceramic substrate, increases with temperature. Since the sheet is cemented to the ceramic substrate and since the coefficient of thermal expansion of the ceramic is less than the coefficient of thermal expansion of the sheet, as the temperature of the sheet increases, the sheet undergoes compressive stresses and, therefore, the resistance decreases. If both phenomena are equal and opposite in sign, the resulting change is close to zero, this is the essence of the low TCR of foil resistors. the chip consists of a homogeneous metal foil bonded by an adhesive layer on a ceramic substrate.
The following drawing is a very schematic representation of the components of the metal foil resistor, it is based on a study by Hero Faierstein ,
NEW HIGH – PRECISION FOIL RESISTORS FOR SPACE PROJECTS, WITH ZERO TEMPERATURE COEFFICIENT, VERY LOW POWER COEFFICIENT AND HIGH RELIABILITY Hero Faierstein,
https://adsabs.harvard.edu/pdf/2002ESASP.507…49F
Strain gage materials processing, metallurgy, and manufacture
M. Robinson
https://link.springer.com/article/10.1111/j.1747-1567.2006.00013.x
Construction principle of metal foil resistors.
The construction principle of both the metal foil strain gauge and the metal foil resistor have common processes, which is reflected in the following illustration.

https://www.amazon.com/-/es/Felix-Zandman/dp/189112112X
A foil of resistive Ni-Cr, or similar alloy, with a thickness of 2-8 um is glued to a solid ceramic or glass substrate after being heat treated to adjust its temperature coefficient of resistance (TCR) to an appropriate value. The metal heat treatment process is used to improve the general properties of metals needed for future use. Such metal properties may include toughness, hardness, ductility, machinability, refined grain structure, removal of residual stresses and in this case the temperature coefficient of resistance (TCR) is adjusted to an appropriate value. The specific techniques used to heat and cool metals are those required for nickel chromium alloying.
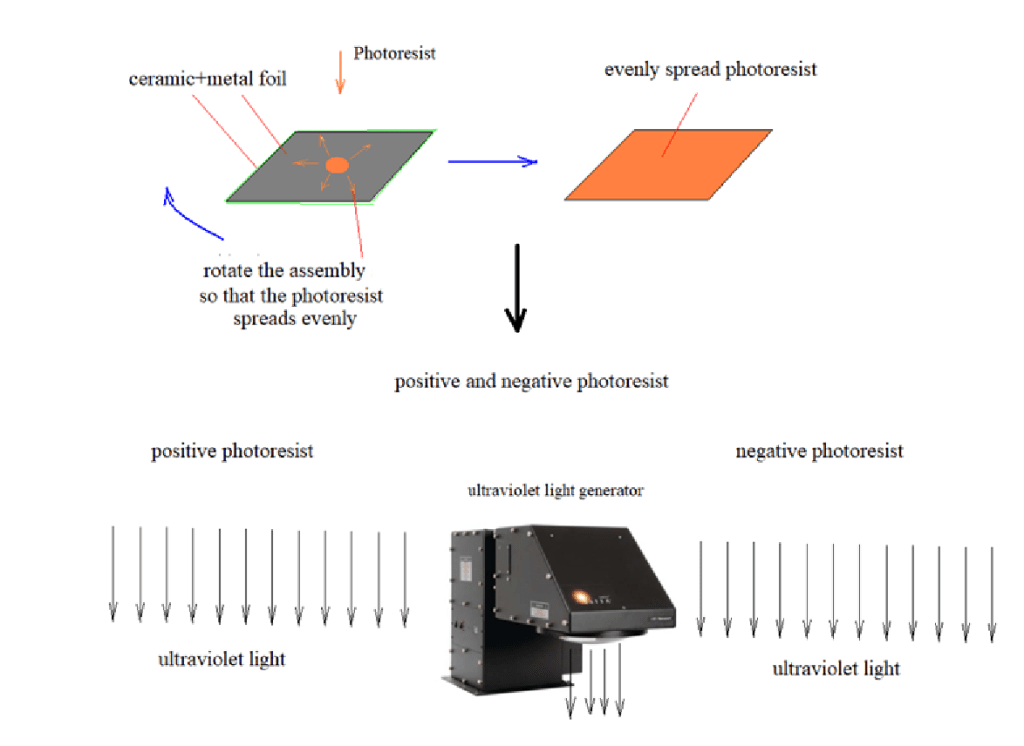
A photosensitive resin is then deposited on the foil using micro-electronic processes, similar to integrated circuit process technology. The photosensitive resin is exposed ,with a technology called photolithography,
Lecture 25: Lithography, MM5017: Electronic materials, devices, and fabrication
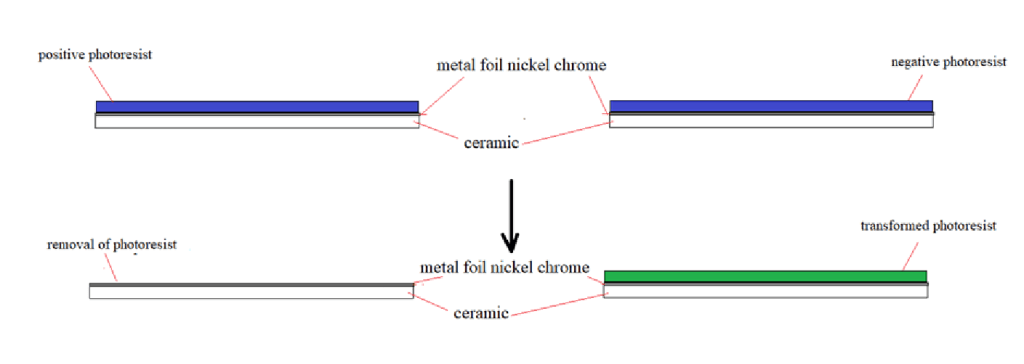
through a photographic mask representing the design of resistance circuit, which resembles a series of lines. The nonexposed areas are washed off, leaving the exposed areas intact, forming a set of pattern lines ,photoresist mask on top of the foil.
The negative photoresist process, used in the construction of this component, is a kind of product in which the part of the photoresist layer that is exposed to light becomes insoluble, the part of the photoresist layer not exposed to ultraviolet radiation is dissolved by the photoresist developer.
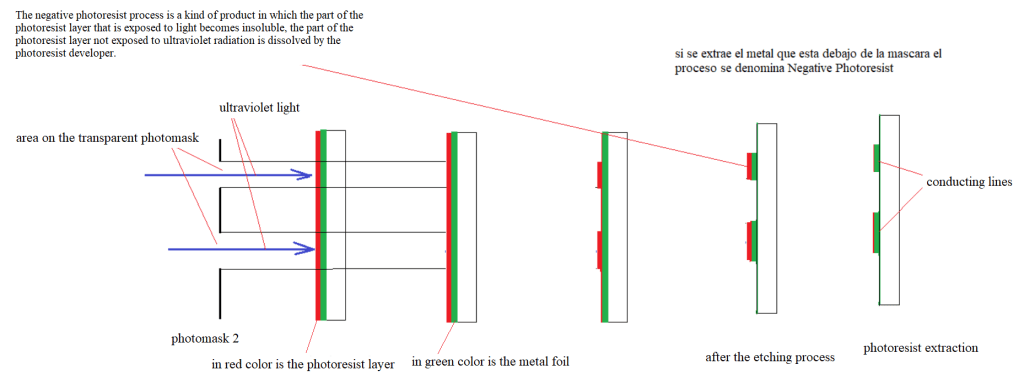

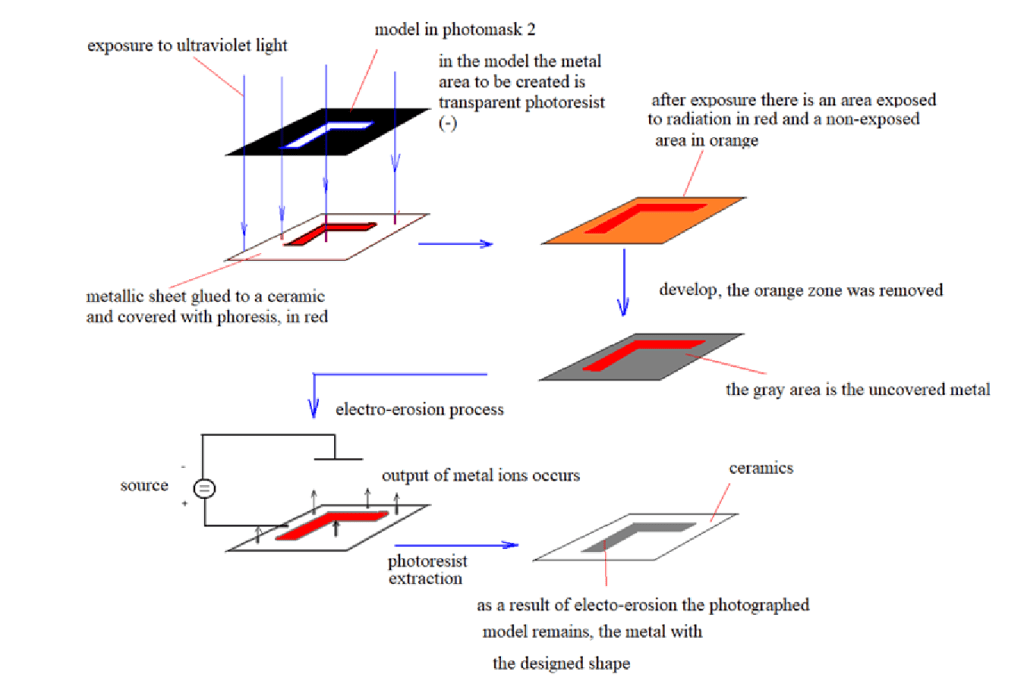
The foil areas not protected by the photoresist mask are then etched by means of electrolytic,METHOD FOR ETCHING THIN FOILS BY ELECTROCHEMICAL MACHINING TO PRODUCE ELECTRICAL RESISTANCE ELEMENTS, Inventors: Paul René Simon; Bernard LeGrives, United States Patent 4,053,977 Oct. 18, 1977.
https://patents.google.com/patent/US4053977A/en
reproducing the design of the mask. This step creates hundreds of resistive lines in series or parallel such that the resistance of the circuit reaches the desired value. Such resistance elements are usually produced in an array of several hundred on a wafer.The next process step is to singulate resistor chips from the wafer. To complete the resistor, leads are soldered or welded to each end of the resistive circuit on the chip. The foil resistors are then usually calibrated in discrete increments, are adjusted by laser for example. The calibration method was developed by Joseph Szware,
Joseph Szware,Resistive Electrical Component, United States Patent 4,378,549 ,1983
https://telegra.ph/Metal-Foil-Resistors-2-08-07
Szware divided the resistance as shown in the following drawing,
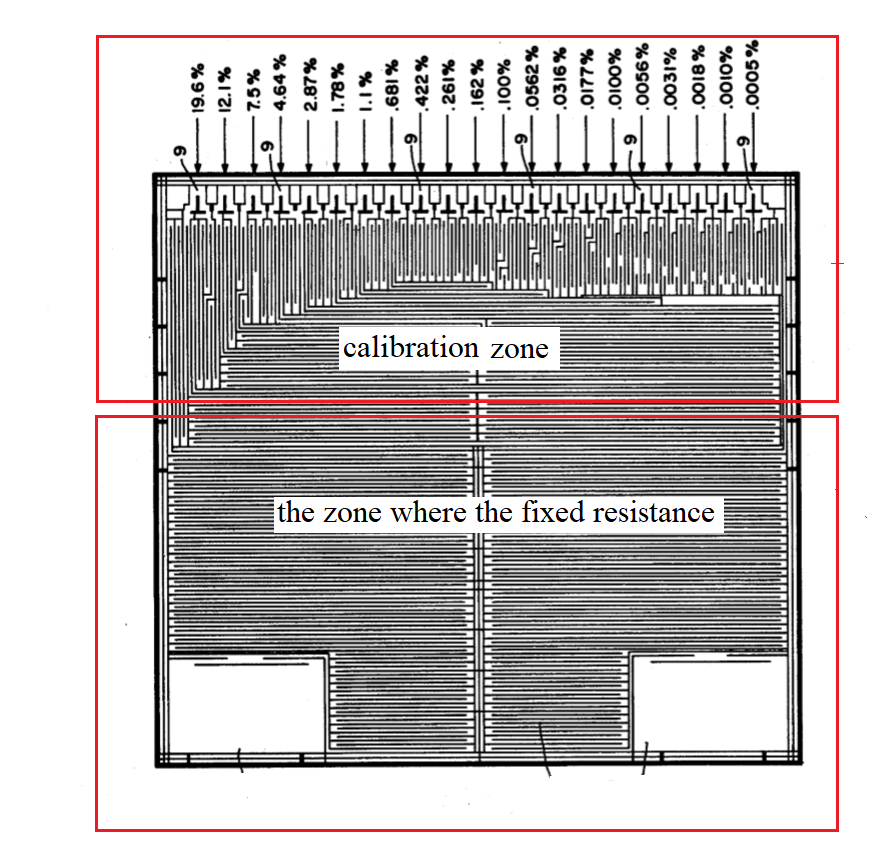
Szware divided the resistance as shown in the following drawing
The principle of Joseph Szware is as follows, in his drawing we see that in the calibration area at the top there are percentages indicated: 19.6%, 12.1%, 7.5%…, which are related to the initial resistance of the resistor, that is, with all the bridges connected, as these bridges open, the total resistance Rt increases, measured between its terminals, the operator or the machine after the first cut, calculates which bridge to open next, During this operation, avoid exceeding the desired value to be obtained. It may happen that if the engineering did not correctly design the drawing of the resistor, the master, when a percentage value is opened, the desired value is exceeded.
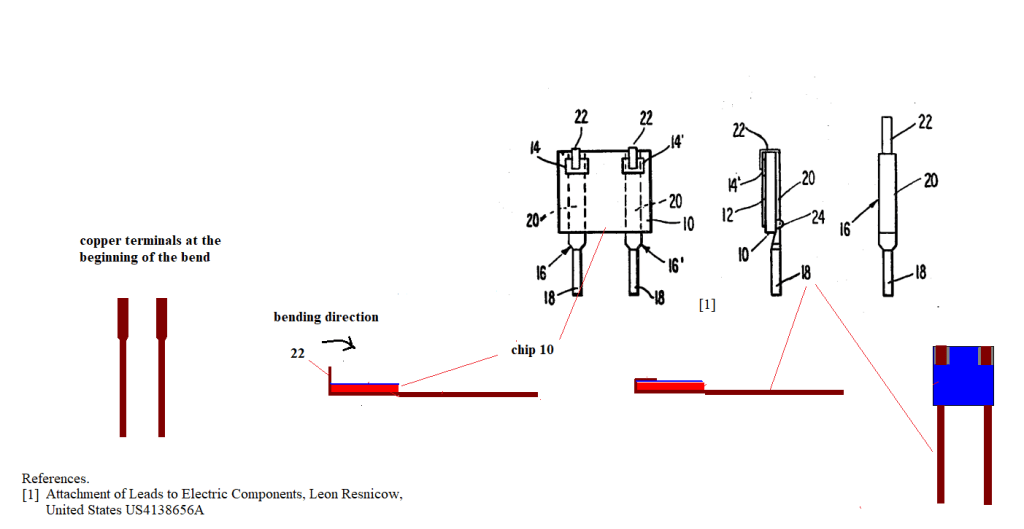
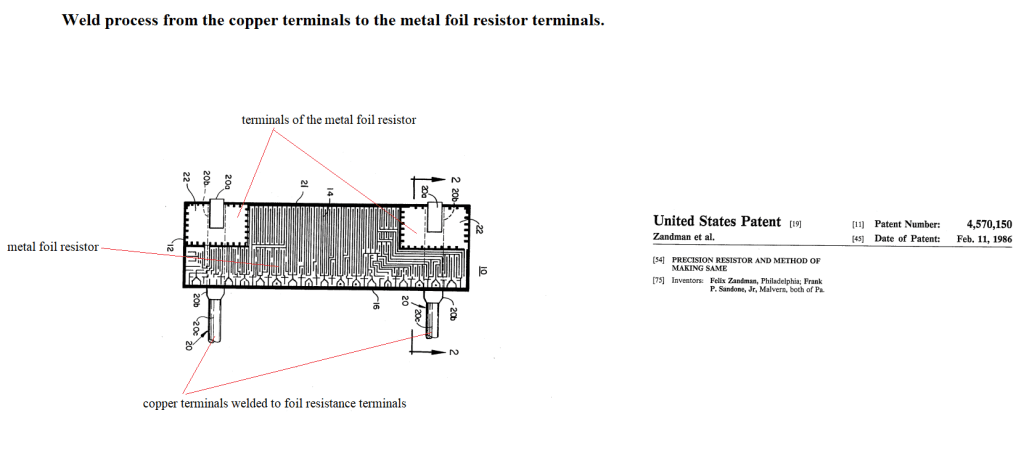
Weld process from the copper terminals to the metal foil resistor terminals.
An electrical component, comprising an insulating substrate, which is ceramic, having conductive material applied to one side thereof, called metal foil, and includes portions of terminal pads for joining copper conductors, for electrical connection thereto, said conductors being provided with relatively thick rigid portions adapted to extend externally of the component to provide means for making electrical connections thereto and having relatively thinner and less rigid portions mechanically attached to the other side of said substrate and having end portions clad around the edge of said substrate to one side thereof and electrically connected to said terminal portions by soldering. Said copper conductors can be bonded to said substrate by means of epoxy or other suitable cement.
Attachment of leads to electrical components, Leon Resnicow , United States, US4138656A.
https://patents.google.com/patent/US4138656A/en
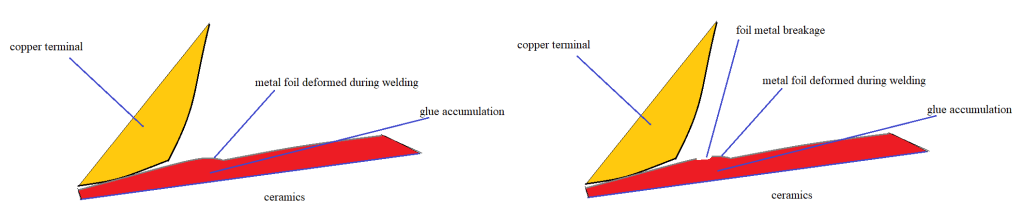
The reader should note that in the following drawing, there are no Kenneth R. Lewis windows in the areas of the terminals of the metal foil resistor, whose purpose is to allow the exit of the hot glue, already liquid, to avoid excesses. deformation of the metal sheet and sometimes its breakage in said joint area due to welding.
Problems associated with the construction of the metal foil resistor. These problems are mainly associated with the glue, the metal foil and the different coverings of the component.
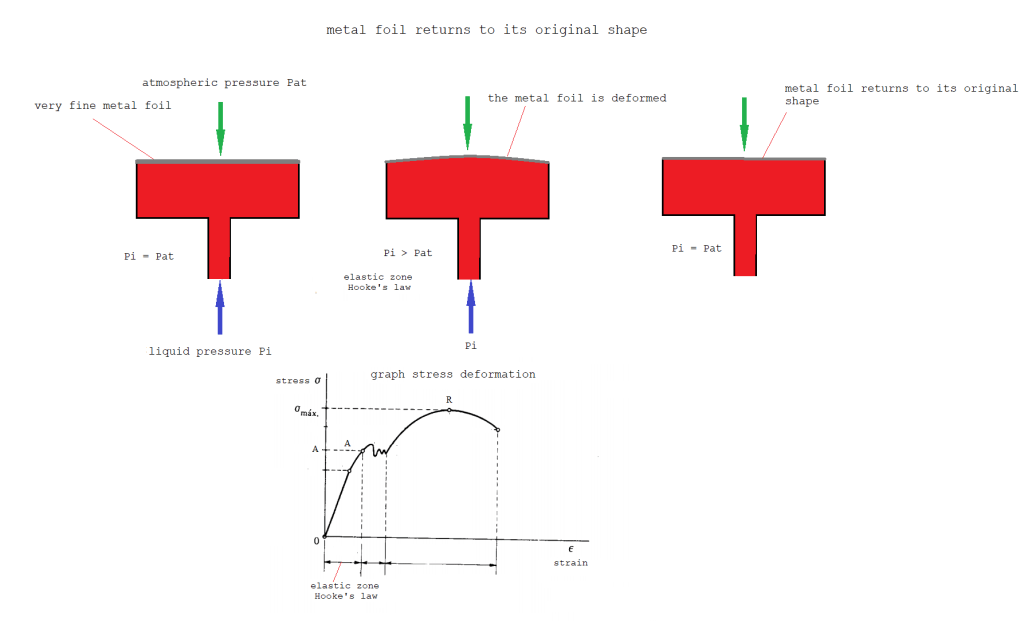
Qualitative deflection of a very thin metal plate under the pressure of a liquid or gas.
https://telegra.ph/Problem-associated-with-glue-and-metal-foil-07-31
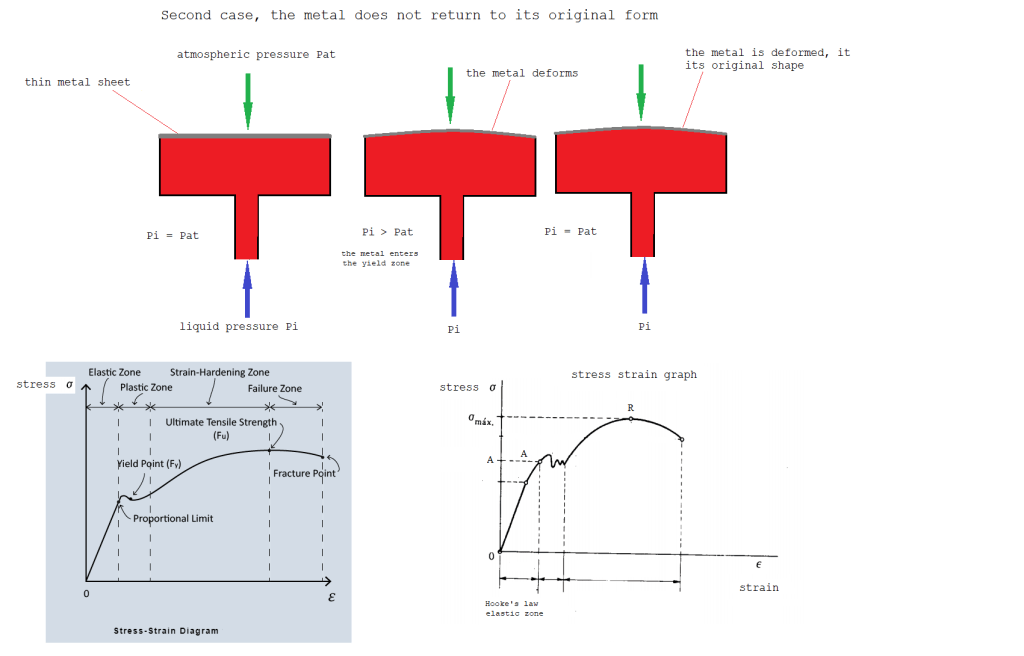
Sometimes it can happen that a liquid of a certain pressure, viscosity and temperature, or a gas at a certain pressure enters a container, limited on the outside by a very thin sheet of metal, which would be, for example, subjected on one side to the atmospheric pressure Pat and on the other hand to the pressure of the liquid or gas Pi. In this situation, the metal deforms and two phenomena can occur: when the pressure decreases and the metal has elastic properties, it returns to the original situation, fulfilling Hooke’s law, and if for any reason, the metal enters the zone of creep, in this case the metal no longer returns to its original shape, that is, it deforms and if the pressure is very high, the metal could reach the breaking point.
Problem associated with glue and metal foil.
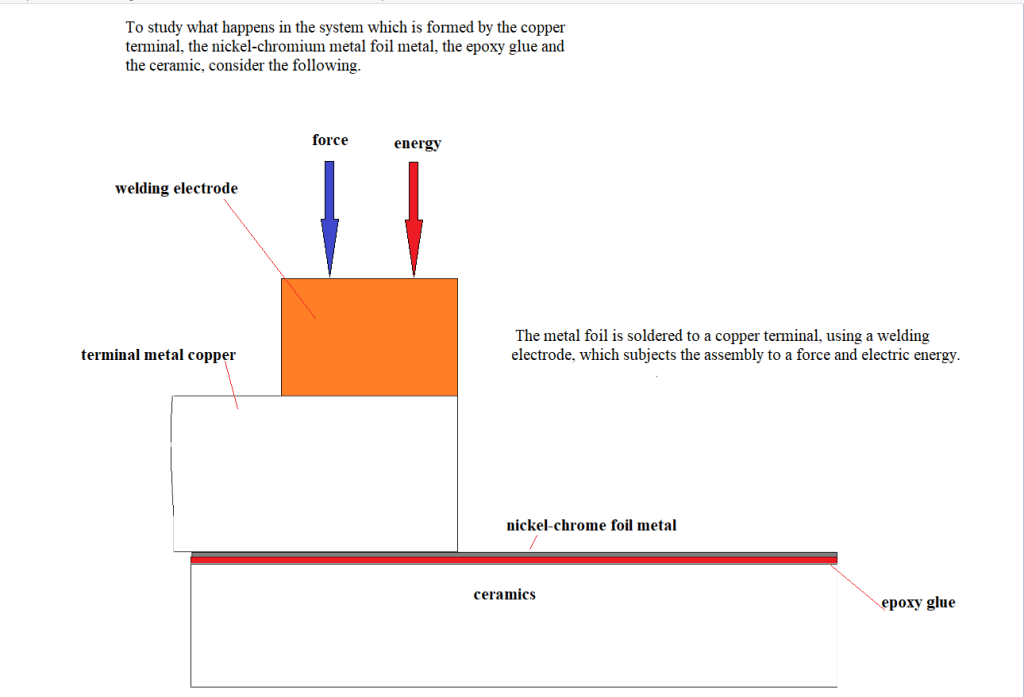
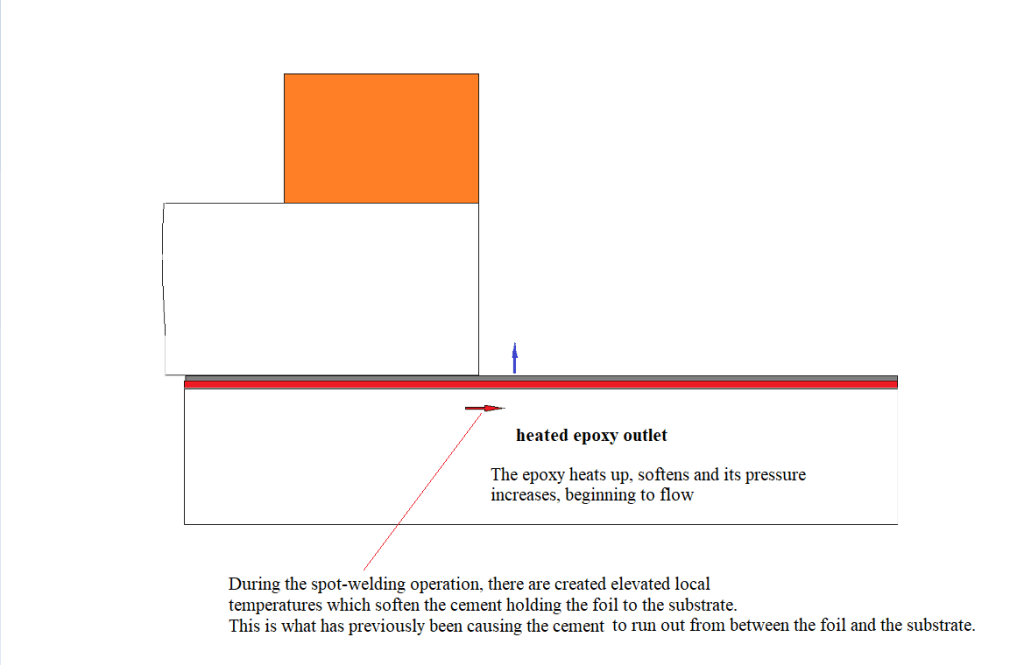
There is a problem associated with this type of construction, having a glue with a temperature at which it begins to soften, because at higher temperatures, the thermal energy of the molecule increases with increasing intermolecular distances, causing the reduction of intermolecular forces and consequently the viscosity decreases, this temperature is in the order of 250 degrees Celsius. Then the metal sheet, to which it is necessary to weld copper terminals, for connection to the external circuit and whose melting temperature is 1200 degrees Celsius, when these two phenomena are combined, a deformation of the metal sheet occurs at the time of welding the terminal, the glue presses on the metal sheet and deforms it and can even break it. The precision resistor has a thin resistive sheet cemented to a much thicker rigid substrate. The foil has formed a pattern on it that defines the resistive path between the terminal pads. Copper wires can be spot welded directly to these pads without damaging the joint. To that end, openings are provided through the end pads, through which cement softened, as clarified above, by the heat of spot welding can expand locally and gas evolved under pressure can escape or no.
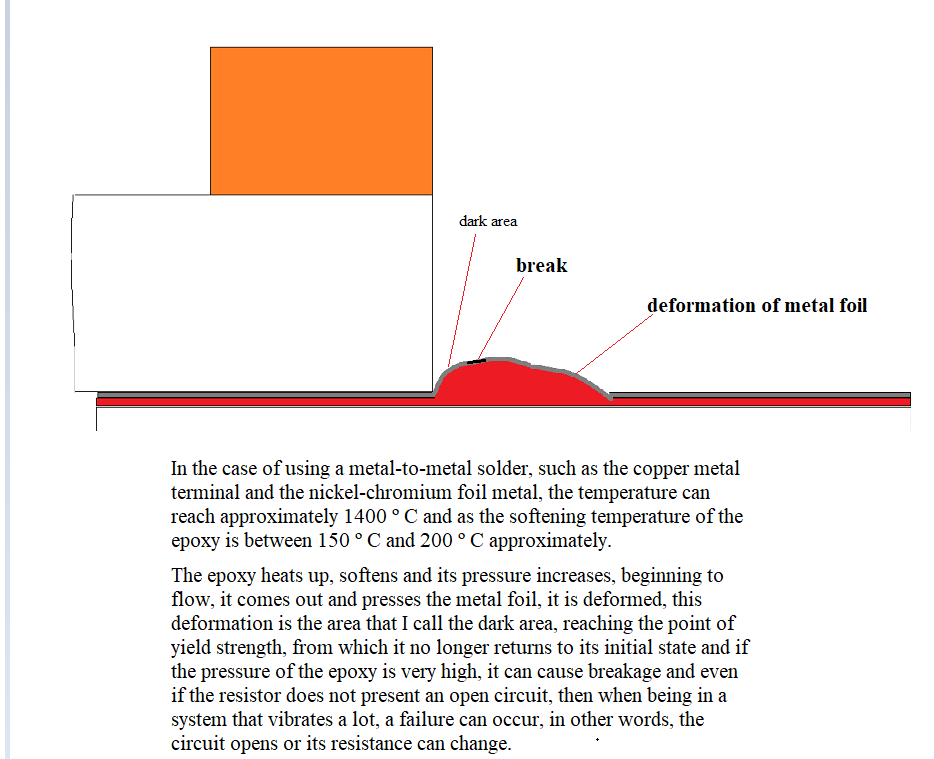
deformation of metal foil
The phenomenon produces the breaking effect of the metal foil during the welding of the copper terminal, in these conditions the entire crystalline structure of the metal undergoes changes that modify what is obtained during the thermal treatment, in the TENSILE STRAIN-STRESS diagram, the point is reached of rupture, the rupture of the drawing can measure between 10 and 40 micrometers wide.
Graphic description of the defect
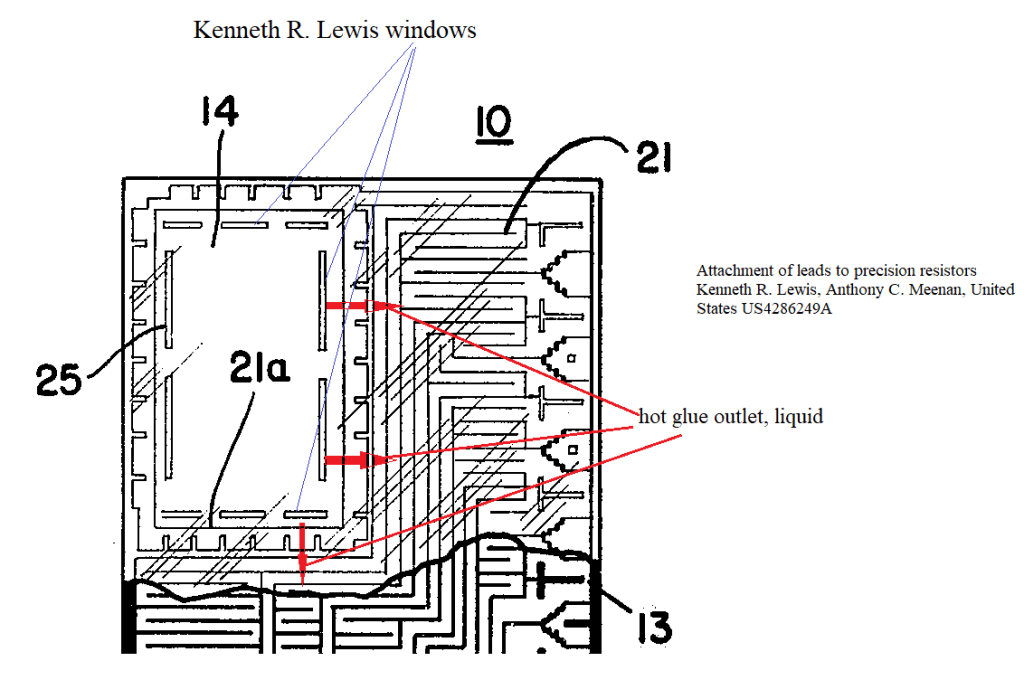
To avoid the problem represented in the latest drawings, Kenneth R. Lewis,
Attachment of leads to precision resistors, Kenneth R. LewisAnthony C. Meenan
https://patents.google.com/patent/US4286249A/en
«A precision resistor has a thin resistive foil cemented to a much thicker rigid substrate. The foil has formed therein a pattern defining the resistive path between terminal pads. Copper leads can be spot-welded directly to these pads without damage to the junction. To that end, apertures are provided through the terminal pads, through which cement softened by the spot-welding heat can locally expand and gas evolved under pressure can escape, all without adversely affecting the junction and without substantial lifting of the terminal pads from the substrate.»
developed in 1981, some windows around the terminal of the metal foil, through which the hot epoxy comes out and this would attenuate the defect, the following drawing is a representation of the phenomenon .
hot epoxy exit windows, developed by Kenneth
photograph taken of a metal foil resistor, with vertical lighting, with the terminals soldered and where you can see a light area and a dark area in the soldering area, due to the effect of the pressure of the glue on the metal foil, which remains
«VISHAY VAR Z-Foil Audio Resistor»
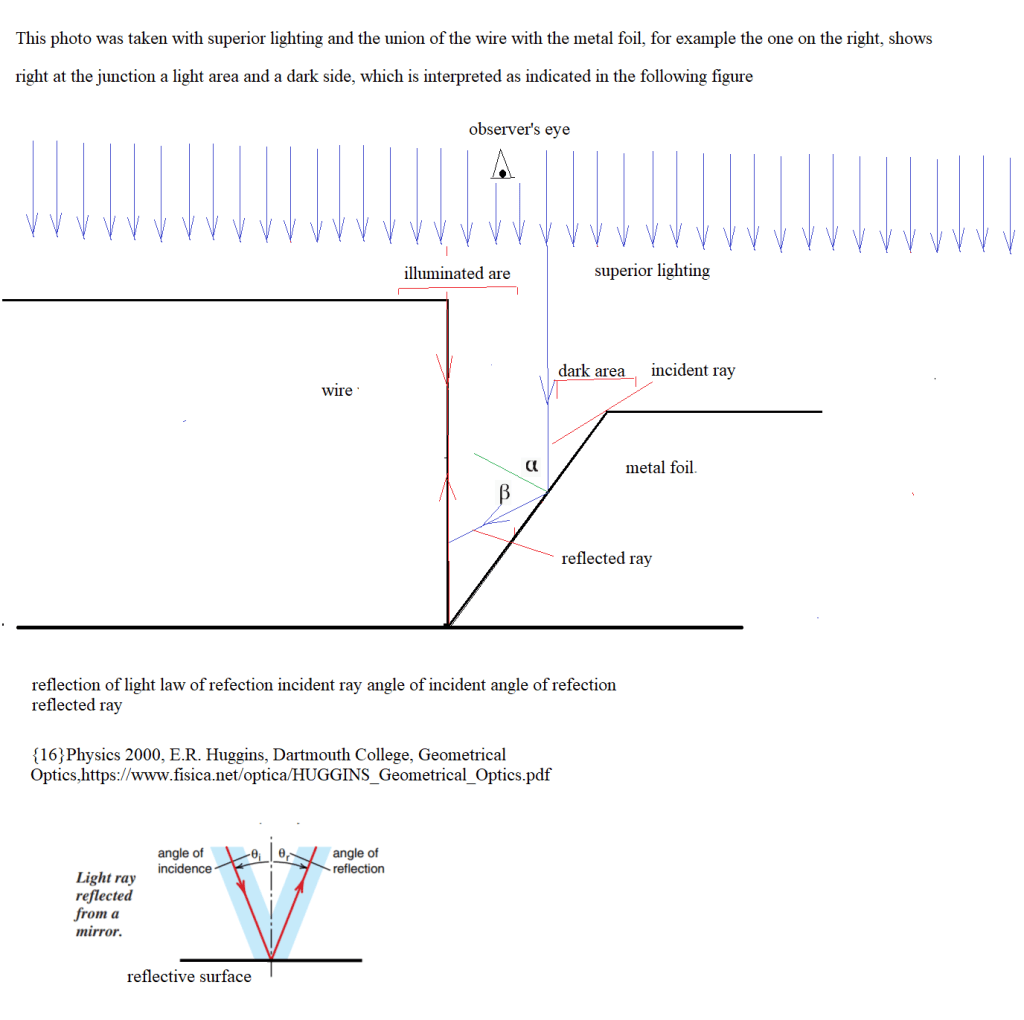
From the following drawing, the reader will be able to understand the effect of vertical illumination and the appearance of a light zone, reflection of the vertical rays and a dark zone due to the oblique reflection due to the elevation of the deformed metal
Historical summary of the development of Metal Foil Resistors.
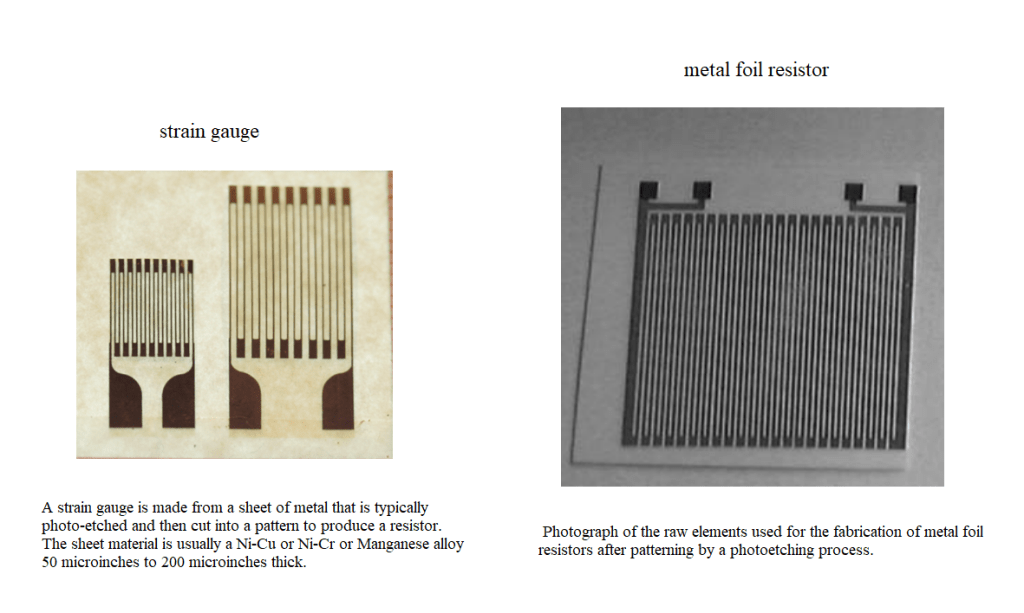
The history of the metal foil resistor and the strain gauge are linked, due to the similarity of their construction and their problems, the operation of the metal foil resistor is highly influenced by the forces that act on the system, drastically modifying its response and with this cannot make the element respond as desired. As it is a metal foil bonded to a ceramic, it behaves like a strain gauge and all physical analysis must be carried out with strain gauge engineering.The similarity between the strain gauge and the metal foil resistor is reflected in the following illustration, on the left side you can see a strain gauge manufactured in 1963 by the company Denyssen in the USA and on the right side a metal foil resistor manufactured by the Institute of Electrical Engineers of Japan, in 2011, following the same procedures.
Novel 100-Ω Metal Foil Resistor Yasuhiko Sakamoto, Member, IEEE, Nobu-hisa Kaneko, Takehiko Oe, Associate Member, IEEE, Masaya Kumagai, and Matsuo Zama
Paul Eisler in 1952, imitating printed circuit techniques, made a strain gauge, with the geometric shape currently used to make metal foil resistors.
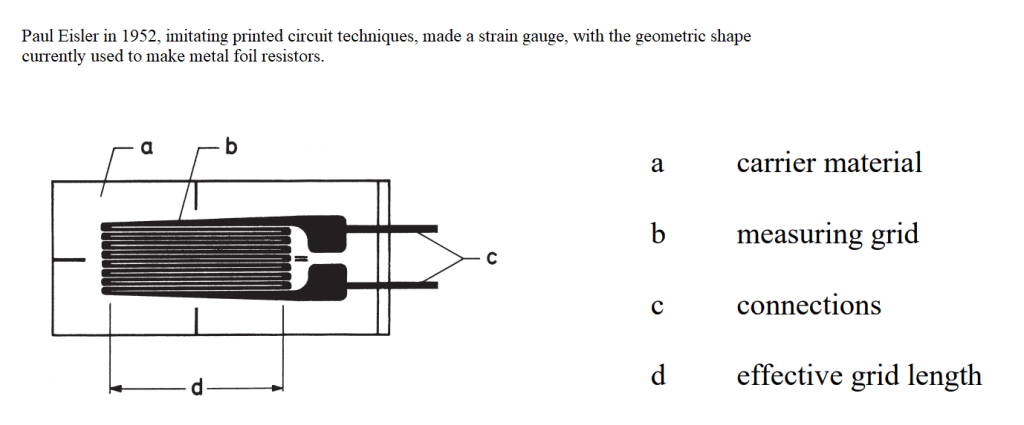
Paul Eisler in 1952, imitating printed circuit techniques, made a strain gauge, with the geometric shape currently used to make metal foil resistors
These companies contributed to the development of the method of creating a mask to be used in the photolithographic method IBM IntelBell Laboratories, which were used to create the photomask of the metal foil resistor. «Handbook of Photomask Manufacturing Technology» , Syed Rizvi
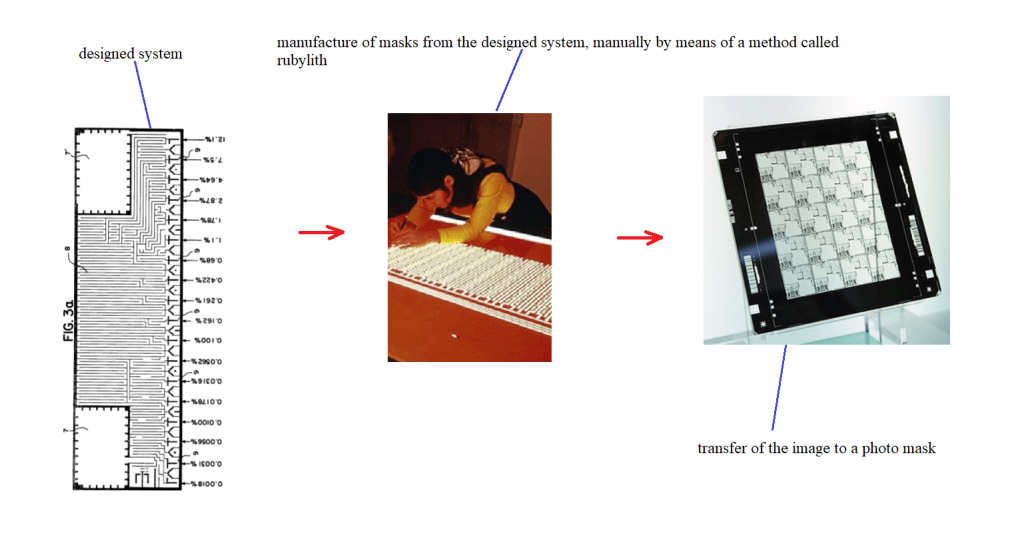
manufacture of masks from the designed system, manually by means of a method called rubylith
Heat treatment of metals.
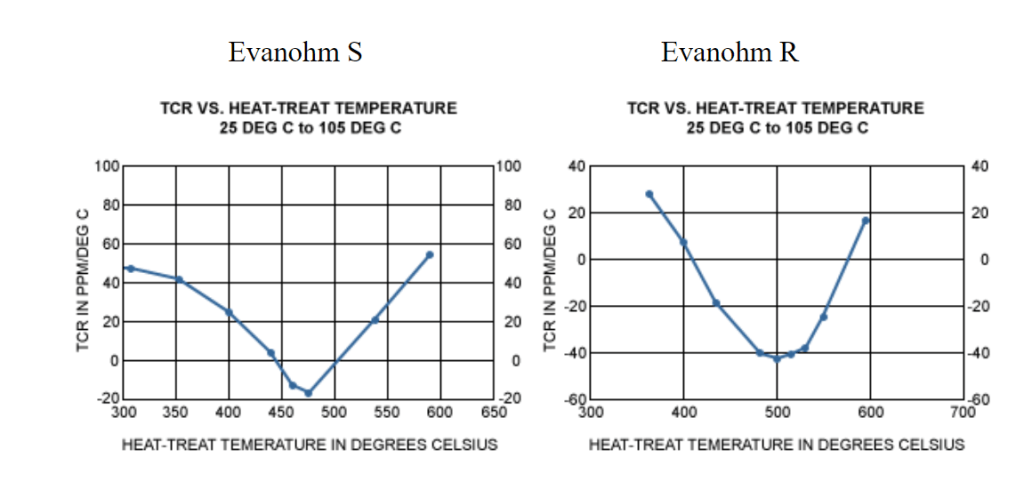
Most of the engineering properties of metals and alloys are related to their structure. Equilibrium structure can be predicted for an alloy with the help of an equilibrium diagram. Mechanical properties can be changed by varying the relative proportions of microconstituents. In practice, change in mechanical properties is achieved by a process known as heat treatment. This process consists of heating a metal or alloy to a specific predetermined temperature, holding at this temperature for required time, and finally cooling, holding at this temperature for required time. All these operations are carried out in solid state. Sometimes, it becomes necessary to repeat these operations to impart some characteristics. Therefore, heat treatment may be defined as heating and cooling operation(s) applied to metals and alloys in solid state so as to obtain the desired properties. The alloy used for the manufacture of the metal foil resistor is called Evanohm and was investigated by Mark Robinson, Mark Robinson Hamilton Precision Metals 1780 Rohrerstown Road Lancaster, PA 17601].
Novel 100-Ω Metal Foil Resistor Yasuhiko Sakamoto, Member, IEEE, Nobu-hisa Kaneko, Takehiko Oe, Associate Member, IEEE, Masaya Kumagai, and Matsuo Zama
The Evanohm comes in two forms: Evanohm S and Evanohm R, whose graphics are shown below
FABRICATION Abstract OF REFERENCE STANDARD 1 OHM RESISTORS FROM EVANOHM S ALLOY Brian J. Pritchard, Robert C. Grime CSIRO Division of Applied Physics National Measurement Laboratory
Temperature Coefficient Variations in Heat Treated Evanohm and Their Effect on the Transient Behavior of the NML 1 [ohm] Resistors
Brian J. Pritchard and Greig W. Small
The National Measurement Laboratory (NML) has been fabricating 1 [ohm] standard resistors from Evanohm R and more recently from Evanohm S . The resistors are formed as self-supporting coils and are heat treated to achieve a first order temperature coefficient close to zero. The second order coefficient is a property of the alloy, and is typically about an order of magnitude smaller for Evanohm S. With care it is possible to produce a resistor with a first order coefficient at 22.5⁰C, (22.5, falling within +/- 0.01 ppm/K and a second order term, β, typically -0.0025 ppm/K^2 (Evanohm S). In the range 20-25°C the temperature coefficient of such a resistor will not exceed 0.02 ppm/K.
Heat treatment of metals is an important operation in the final fabrication process of many engineering components. The object of this process is to make the metal better suited, structurally and physically, for some specific applications. All metals can be subjected to thermal cycling. But the effect of thermal cycling may differ from one metal to another. Heat treatment may be undertaken for the following purposes:
(1) Improvement in ductility
(2) Relieving internal stresses
(3) Refinement of grain size
(5) Increasing hardness or tensile strength and achieving changes in chemical composition of metal surface as in the use of case-hardening.
(6) Adjust its temperature coefficient of resistance (TCR) to an appropriate value.
Other beneficial effects of heat treatment include improvement is machinability, alteration in magnetic properties, modification of electrical conductivity, improvement in toughness and development of recrystallized structure is cold-worked metal
There are a number of factors of paramount importance which are to be considered when heat treating a metal or alloy. Some of them are the temperature up to which the metal/alloy is heated, the length of time that the metal/alloy is held at the elevated temperature, the rate of cooling, and the atmosphere surrounding the metal/alloy when it is heated. Any heat treatment process can be represented graphically with temperature and time as coordinates.
Engineering.
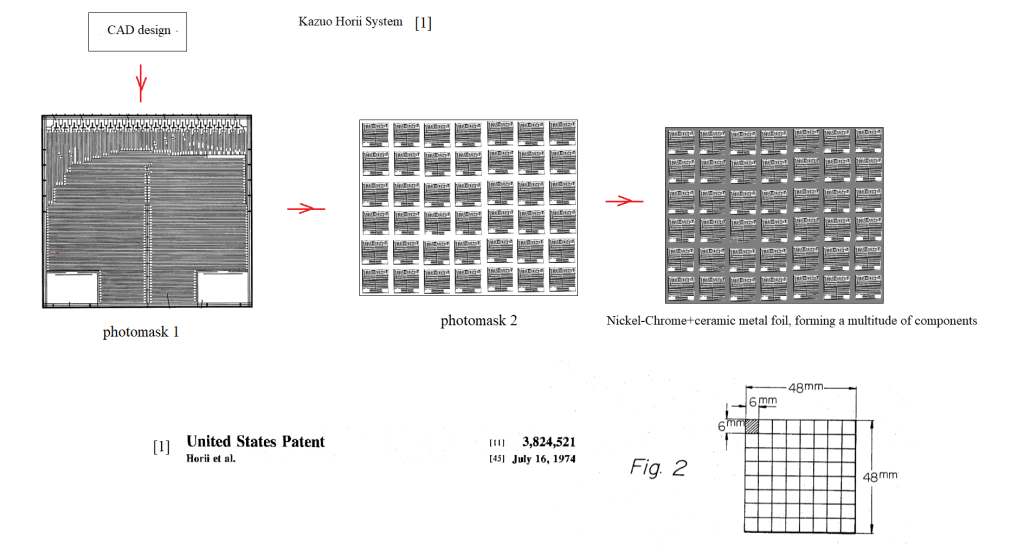
The design of the pattern image, that is, the one that contains all the elements that define the individual resistor, such as the fixed resistance zone and the zone used to calibrate the resistor, is carried out in Engineering, through a technique called CAD. With this, photomask 1 is generated, then by means of a photographic system, the multiplication of the images is carried out, called photomask 2 and finally with the process already described, a set of components is reached, reflected in a ceramic, forming a metal Nickel-Chrome foil, with the pattern image as in photomask 1, but repeated a multitude of times and ready for machine cutting.
InventorM Zama H Takashina K Horii K Ohya
https://patents.google.com/patent/US3824521A/en
Ultra High Precision Resistors, VPG Foil Resistors, page 18
Component Linearity Test Equipment, called CLT.
A nominally linear component, can be checked for its degree of nonlinearity by selective measurement of the third harmonic voltage generated in the component when a pure sinusoidal current is applied. This measurement is capable of detecting abnormal conditions in resistors due to faulty welds, film aberrations, resistive path inconsistencies, contact instability, and other imperfections that may cause shifts in resistance value. It therefore can identify resistors that have a potential for excess parametric change even though they may never fail in actual operation.
The third harmonic voltage is measured by exciting the component under test with a very pure sinusoidal current of 10 Khz frequency and measuring the 30 Khz voltage generated within the component. This requires a specially designed air coil transformer for impedance matching, and associated circuitry which guarantees 150 db suppression o.f the fundamental signal for minimum residual distortion and optimum instrument sensitivity.
Various defects intentionally produced in Bulk Metal Film resistors have been subsequently screened by both the component linearity test and by standard repetitive short time overload tests. Units screened by both methods were subjected to environmental stresses. Comparison of the test results and analysis of the rejects confirms that the component linearity test is an effective means of reliability screening which can be used to monitor production quality.
Measurement Principle the non-linearity of the component.
In the instrument the non-linearity of the component under test is determined by a measurement of the third harmonic distortion generated by the component when a purely sinusoidal signal is applied to it.
The instrument is able to supply the component under test with a 10 kHz signal with very low harmonic contents, and it is able to measure the level selectively of the 30 kHz signal generated by the component, with the configuration shown below, clt-1 figure.
If the impedance of the component is not absolutely independent of the applied voltage, the sine wave current will be distorted. In other words, the current consists of a pure, fundamental sine wave component (10 kHz) and higher harmonics. As the third harmonic component (30 kHz) is the dominant one, this is chosen as a measure of the distortion or, as it is also called, the non-linearity of the impedance of the component.
Electrically, the third harmonic current is equivalent to a no-load voltage v3, in series with the component under test which has an impedance Zx. As the 10 kHz low-pass filter blocks for the 30 kHz signal, the third harmonic voltage v, is measured over the load impedance R1. Knowing the values of Zx, and R1, the no-load voltage can easily be found as:
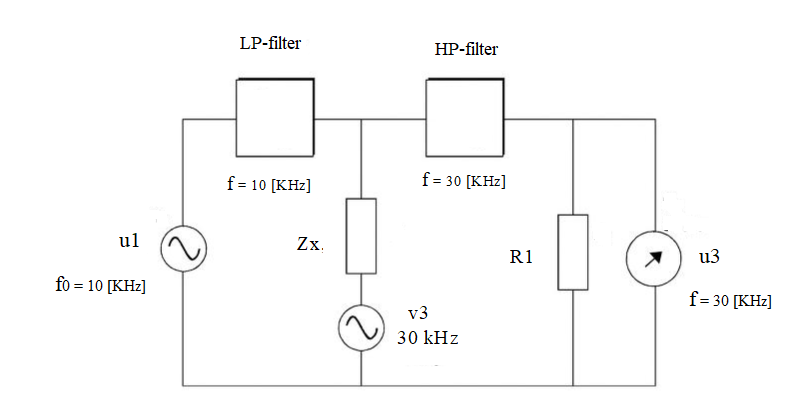
clt-1 figure
The generated third harmonic voltage V3 is related to the current density of the fundamental current
where A is the area of the conductor, l is the length of the conductor, and k is a material constant. For resistive elements, the exponent n is close to 3.
A failure in the resistance track, due to a failure during the manufacturing process, usually causes a considerable reduction in the conduction area. Even if the length of the faulty track is short, the increase in distortion with the exponent of 3 is usually enough to reveal the fault. If the fault is located in the contact connection, the contact area is usually considerably reduced. Also, the material in poor contact may not be purely metallic, and this in itself causes further distortion. Finally, even a slightly unstable contact produces a distorted current, which is also detected as an increase in the third harmonic voltage.
CLT 10 Component Linerity Test Equipment, Danbridge, 2002.
